![]() 米乐m6棋牌官网最新版
米乐m6棋牌官网最新版

米乐m6棋牌官网最新版


时间: 2024-06-11 来源:产品知识
规范无铅回流焊温度曲线,反映了回流焊锡膏合金在整个回流焊接过程中PCB上某一点的温度随时刻改变的曲线,它直观反映出该点在整个焊接过程中的气温改变,为取得最佳焊接效果供给了科学的根据。该曲线由五个温度区间组成,即升温区,预热区,快速升温区,回流区和冷却区,大部分焊锡膏都能用这五个温区成功完成回流焊。
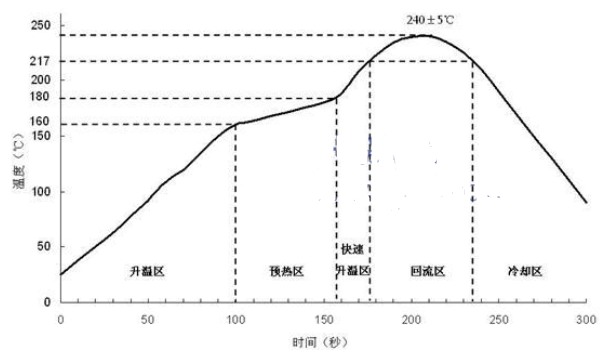
详细了解回流焊各温区的温度、锡膏合金受热时刻以及锡膏在各温区的改变状况,有助于更深化的了解抱负温度曲线的含义,下面详细解说一下。
升温区通常指从室温(25℃)上升到160℃左右的区域,在这个加热区域SMA平稳受热升温,焊锡膏中的溶剂缓慢蒸发,各种元件尤其是IC元件缓慢升温,以习惯后边焊接温度的要求。可是PCB上元件巨细不一,各种元件的温度上升速度也不彻底相同,所以在升温区温度上升的速度要求控制在0.52.0℃/s,引荐速度在1.01.5℃/s。
假如升温速度过快,因为热应力效果,有几率会使陶瓷电容发生纤细裂缝、PCB变形、IC芯片损坏,一起焊锡膏中的溶剂蒸发过快,导致锡珠不良发生。
假如升温速度太慢,SMA及各种元件的温度缺乏,导致焊接时锡膏无法潮湿元件发生虚焊,一起焊锡膏中溶剂不能彻底蒸发,在回流区爆沸发生锡珠。
预热区又称保温区,指温度从160℃上升到180℃左右的区域,焊锡膏中残留的溶剂蒸发结束,焊锡膏中的助焊剂活性跟着温度的上升而逐步增强,将PCB焊盘和元件端子外表的氧化物和污物铲除。SMA缓慢升温,不同巨细,不相同的资料的元件根本坚持相同的温度上升速度。PCB在预热区的加热时刻在4070秒左右,温度上升速度在0.5℃/s以下。
假如加热时刻太短,焊锡膏中的溶剂没有彻底蒸发,回流焊时会爆沸发生锡珠。 假如加热时刻太长,助焊剂活性消失后还不进行回流焊,在焊接时易发生潮湿不良,一起焊锡膏金属颗粒简单氧化,呈现锡珠。
快速升温区是指温度从180℃上升到锡膏熔点(217℃)的区域,在此区域,锡膏合金在1020秒内敏捷上升到焊接温度,温度上升速度要求大于2℃/s。焊锡膏也敏捷升温挨近熔化状况。
回流区是指温度从217℃上升到240℃,然后逐步下降到217℃的区域。在回流区,焊锡膏熔化成液态,并敏捷潮湿焊盘,跟着温度的进一步升高,焊料外表张力下降,焊料沿元件引脚爬高,构成一个弯月面。此刻焊猜中的锡与PCB焊盘上的铜构成金属间化合物,锡原子与铜原子在其界面上彼此浸透,初期Cu-Sn合金的结构为Cu6Sn5,厚度约为13um,假如回流时刻过长,温度过高,铜原子进一步浸透到Cu6Sn5中,其部分安排将从Cu6Sn5变成Cu3Sn,前者合金焊接强度高,导电性好,而后者则呈脆性,焊接强度低、导电性差,所以要按捺Cu3Sn发生。
假如锡膏合金在回流区时刻过长或温度过高会形成PCB板面烧焦、起泡,致使损坏元件。SMA在抱负的温度下回流,PCB色彩能坚持原貌,焊点亮光。在回流时,焊锡膏熔化后发生的外表张力能适度校准因为贴片过程中引起的元件引脚偏移,一起也会因为焊盘规划不合理引起多种焊接不良,如“立碑”,“桥联”等。回流区的最高温度为2405℃,SMA在回流区逗留的时刻为5060秒。
假如锡膏合金在回流区时刻过长或温度过高会形成PCB板面烧焦、起泡,致使损坏元件。锡膏合金在抱负的温度下回流,PCB色彩能坚持原貌,焊点亮光。在回流时,焊锡膏熔化后发生的外表张力能适度校准因为贴片过程中引起的元件引脚偏移,一起也会因为焊盘规划不合理引起多种焊接不良,如“立碑”,“桥联”等。
加热程序运转到冷却区后,焊点敏捷降温,焊料凝结。焊点敏捷冷却可以使焊料晶格细化,结合强度进步,焊点外表亮光,外表接连成弯月面。冷却区的降温速度要求大于4℃/s.QHL360小型无铅回流焊选用强制排热降温,降温速度能到达8℃/s.